
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Dallas,TX $30 Bugger
- Thread starter letsbike
- Start date

Am I mistaken or was this one of Cannondale's first products?
rickpaulos
Well-Known Member
Not even close. That's trailer version 2 above.
They were in business long before they started making bikes. I bought and still have their very first model. Shown at the bike shows in 1982 or so. I was the first to race on one in Iowa. Got lots of leery looks at first. I took mine to a racer training clinic taught by Wayne Stetina and even he was ogling it.
Cannondale was making bags like crazy for years before the trailers, tents, locks, clothing, etc came out.
I was working at one of the largest Cannondale dealers in the early 1970s. We were huge because the owner was buying for several other bike shops to get quantity discounts and because some had been blacklisted.
The first trailer had a smaller plastic bucket. Not a single part was pre assembled so us shop rats had to build them from a box of parts. Cannondale would punch out the holes in the frame for the bolts but they rarely were cleanly punched out so we had to repunch them. It would take an hour or so to fully assemble them. Version 1 also came in a cargo version, no plastic bucket. Just the steel tubular (emt thinwall used for building wire runs) frame with nylon fabric panels that we had to lace into place with long shoe strings.The first version bucket just sat in the frame work and could fall out. As I recall the seat belt was suppose to hold the bucket in. The one above was the second version. Quite a bit safer with the wrap over the wheels to keep kiddy fingers out of the spokes, the high back meant less metal frame parts and I recall 20" wheels instead of 24" to lower the center of gravity to reduce flip overs (yes, I saw one flip and dump the kid out). The wheels and hitch bolted to the body. Much more reliable, safer and easy to assemble. Later on they made them in Yellow for vastly improved visibility. The trailer was fundamentally flawed as the kids need to see the parents for their own sense of security. Riding backwards is a sure path to heaving your lunch. Any toys or drink bottles or shoes would get tossed overboard. All the Cannondale trailers attached to the seat post which had several issues. No rear rack, would not work for really short people. The weight was tugging high up on the bike which the rider feels much more. The plastic clip was molded for a max seat post diameter. I remember one club member taking their kid on a century and the kid got severe sun burns from no roof. Really, modern kid trailers are so much better all around.
Their combination padlock was pure junk. Cast magnesium inside and out. A funky pin system. Many jammed up or if you dropped it, the pins in side could break off and you would never get it open again.
Their tent was pretty nice but too heavy to carry on a bike. Double wall and double length. Only required 2 stakes to hold it up. This was before all the free standing dome style tents came out.
Clothing, very nice. I had a heavy cotton/canvas pull over that I loved but out grew. Frostline kits were very popular then but Cannondale clothing was ready to wear.
And the endless bags. Sold like hot cakes but we had to install the foam plastic liners as they didn't do that at the factory to reduce shipping volume of the boxes. Kinda of a pita until you got the knack. We would have every store worker do them at once when the shipments were unboxed. The panniers were pretty cheap and lousy by any standard.
And the infamous velcro water bottle that just didn't hold a full bottle
I read somewhere that they were making concrete before the bike boom.
I had a couple of the trailer above. I used them as yard carts before I got wheel barrows and a dump trailer for my riding mower. Sold them to someone who made some really funky riding machines. One was a bodyless PPV with a bucket seat and the cannondale trailer bucket for the kids bolted to the PPV frame. Wish I had photos but that was before digital cameras.
They were in business long before they started making bikes. I bought and still have their very first model. Shown at the bike shows in 1982 or so. I was the first to race on one in Iowa. Got lots of leery looks at first. I took mine to a racer training clinic taught by Wayne Stetina and even he was ogling it.
Cannondale was making bags like crazy for years before the trailers, tents, locks, clothing, etc came out.
I was working at one of the largest Cannondale dealers in the early 1970s. We were huge because the owner was buying for several other bike shops to get quantity discounts and because some had been blacklisted.
The first trailer had a smaller plastic bucket. Not a single part was pre assembled so us shop rats had to build them from a box of parts. Cannondale would punch out the holes in the frame for the bolts but they rarely were cleanly punched out so we had to repunch them. It would take an hour or so to fully assemble them. Version 1 also came in a cargo version, no plastic bucket. Just the steel tubular (emt thinwall used for building wire runs) frame with nylon fabric panels that we had to lace into place with long shoe strings.The first version bucket just sat in the frame work and could fall out. As I recall the seat belt was suppose to hold the bucket in. The one above was the second version. Quite a bit safer with the wrap over the wheels to keep kiddy fingers out of the spokes, the high back meant less metal frame parts and I recall 20" wheels instead of 24" to lower the center of gravity to reduce flip overs (yes, I saw one flip and dump the kid out). The wheels and hitch bolted to the body. Much more reliable, safer and easy to assemble. Later on they made them in Yellow for vastly improved visibility. The trailer was fundamentally flawed as the kids need to see the parents for their own sense of security. Riding backwards is a sure path to heaving your lunch. Any toys or drink bottles or shoes would get tossed overboard. All the Cannondale trailers attached to the seat post which had several issues. No rear rack, would not work for really short people. The weight was tugging high up on the bike which the rider feels much more. The plastic clip was molded for a max seat post diameter. I remember one club member taking their kid on a century and the kid got severe sun burns from no roof. Really, modern kid trailers are so much better all around.
Their combination padlock was pure junk. Cast magnesium inside and out. A funky pin system. Many jammed up or if you dropped it, the pins in side could break off and you would never get it open again.
Their tent was pretty nice but too heavy to carry on a bike. Double wall and double length. Only required 2 stakes to hold it up. This was before all the free standing dome style tents came out.
Clothing, very nice. I had a heavy cotton/canvas pull over that I loved but out grew. Frostline kits were very popular then but Cannondale clothing was ready to wear.
And the endless bags. Sold like hot cakes but we had to install the foam plastic liners as they didn't do that at the factory to reduce shipping volume of the boxes. Kinda of a pita until you got the knack. We would have every store worker do them at once when the shipments were unboxed. The panniers were pretty cheap and lousy by any standard.
And the infamous velcro water bottle that just didn't hold a full bottle
I read somewhere that they were making concrete before the bike boom.
I had a couple of the trailer above. I used them as yard carts before I got wheel barrows and a dump trailer for my riding mower. Sold them to someone who made some really funky riding machines. One was a bodyless PPV with a bucket seat and the cannondale trailer bucket for the kids bolted to the PPV frame. Wish I had photos but that was before digital cameras.
Thanks for all the information. My impression was that the bugger was made before the bikes.
rickpaulos
Well-Known Member
Oh yeah, like 10 years before. Cannondale was a bicycle accessory company for 10 years before they started making bikes. And then they jumped in with both feet, spent a lot for a big new factory with laser mitering equipment to speed up production. The first company to mass produce welded aluminum frame bikes. There were other "duraluminum" bikes dating back to the 1930s like the Caminargent (french) and some USA made balloon cruisers that were bolted together as welding aluminum hadn't been worked out yet, the "screwed and glued" frames from Vitus (sold under many brand names) in the 1970s and some contemporary welded frames like Cunningham and Klien but those were made in limited numbers.
Historical tidbit. The first use of aluminum was the peak of the Washington Monument in Washington DC built in the mid 1800s. It was a newly discovered element and was as costly as silver at the time. The monument tip is pure aluminum which is pretty useless for anything. 8 inches tall and the price was $225 in 1884! A pittance at $7500 in todays dollars. The crane rental to put it up there would cost more. It's the other elements mixed in that give modern aluminum alloys so many great uses.
Historical tidbit. The first use of aluminum was the peak of the Washington Monument in Washington DC built in the mid 1800s. It was a newly discovered element and was as costly as silver at the time. The monument tip is pure aluminum which is pretty useless for anything. 8 inches tall and the price was $225 in 1884! A pittance at $7500 in todays dollars. The crane rental to put it up there would cost more. It's the other elements mixed in that give modern aluminum alloys so many great uses.
I didn't know that there was AL in the Washington monument or that it had been used for bike frames in the 30s. Bolted together (presumably lugged) frames don't sound like a great idea. Friend has an Alan and another had a Vitus 979 which he described as a noodle. Sean Kelly might disagree... I would still like to find a Vitus 992 in my size but they only seem to turn up in 52-56 cm.
Was 1984 the first year for the Cannondale bike frames? What do you remember about the timeline between Cannondale and Klein? Perhaps the key phrase in the question is "mass produced". My impression is that Klein was first with the basic production techniques but Cannondale put them into mass production.
Was 1984 the first year for the Cannondale bike frames? What do you remember about the timeline between Cannondale and Klein? Perhaps the key phrase in the question is "mass produced". My impression is that Klein was first with the basic production techniques but Cannondale put them into mass production.
rickpaulos
Well-Known Member
The Vitus frames. When you don't weld, you can use much lighter weight (thinner wall) tubing which will be more flexible. The French stayed with standard tube diameters and short lugs which added to the flex.
IMO the 1930s Caminargent is one of the most beautiful bikes of all time. The art deco lugs, brass fork ends, hex shaped tubes. If I owned one, I'd polish it shiny and hang it like art. No way I would dare ride one.
Gary Klien sold frames which buyers had to build up (or have their local bike shop do that), Cannondale sold bikes. A few thousand Klein vs millions of Cannondales. One infamous topic was the US Patent office granted Klein a patent for the standard double diamond frame. Klein specified a range of diameters for the main tubes and stays. So Cannondale went huge to get around the patents. The flat oval stays, the massively large down tubes (beer can) were the result. The double diamond frame has been the dominate design since 1900 or so for good reason. There was a a lot of discussion on the usenet at the time about whether the patent should have been granted. I've since learned the patent office issues crazy number of patents, like tens of thousands just for golf club grips. To be clear, the US Patent office doesn't always know what they are doing. Klein was making frames long before Cannondale but in small numbers. There was a lot of legal wrangling and lawsuits. Trek bought Klein and later shut it down.
Merida of Taiwan was an early maker of bonded frames. I talked to an ex-Trek guy who told me about the prototype they ordered from Merida, then decided they could do that themselves. I have 2 Merida bonded bikes from the mid 1980s. I think Merida made the early Specialized carbon frame road bikes. The Trek 1000 series aluminum road bikes and the 2000 series 3 carbon tube main frame models were bonded. Raleigh USA Technium frames were bonded and most of those were a combo of aluminum main tubes and steel stays. You can glue steel to aluminum but you can't weld those metals together. All these frames used cast head tubes, seat lugs and bb shells that did not use mitered tube ends, the tubes were square cut and fit over internal nubs on the castings. Glued, then baked to set the glue. Once the production was going it only took a couple minutes to assemble a frame. It didn't take expert frame builders to make a lot in a hurry. Trek had a hydraulic jig that would squeeze everything in to place prior to baking the thermal set epoxy.
All welded aluminum frames require heat treating or annealing to remove the stresses caused by welding. Cannondale used sturdy steel jigs that held the head tube, bb, seat lug and rear end in alignment when annealing. But the main tubes would warp like crazy. We measured some that curved as much as 1/2". The shop I worked at had display racks where the bikes were 'backed in" to slots so anyone would see the curved down tubes. When you see them from the side you don't notice but when you sight down the tube, it was very obvious.
In the 1970s bike boom, there were a lot of diy products. Frostline kits for clothing, tents, bags, etc. The Hyper Cycle recumbent kit. Bikecology and Bike Nashbar catalogs sold components so you could assemble your won bike. Proteus sold a frame build kit that surely got a few hundred custom frame builders their start. There were a couple of mail order catalogs just for frame builders. Aluminum bikes had been around since the 1930s. Welding aluminum frames got started in the 1970s by an unknown number of diyers as school projects or just on their own. There is a massive gap between making one and going into production that most makers/inventors never overcome.
IMO the 1930s Caminargent is one of the most beautiful bikes of all time. The art deco lugs, brass fork ends, hex shaped tubes. If I owned one, I'd polish it shiny and hang it like art. No way I would dare ride one.
Gary Klien sold frames which buyers had to build up (or have their local bike shop do that), Cannondale sold bikes. A few thousand Klein vs millions of Cannondales. One infamous topic was the US Patent office granted Klein a patent for the standard double diamond frame. Klein specified a range of diameters for the main tubes and stays. So Cannondale went huge to get around the patents. The flat oval stays, the massively large down tubes (beer can) were the result. The double diamond frame has been the dominate design since 1900 or so for good reason. There was a a lot of discussion on the usenet at the time about whether the patent should have been granted. I've since learned the patent office issues crazy number of patents, like tens of thousands just for golf club grips. To be clear, the US Patent office doesn't always know what they are doing. Klein was making frames long before Cannondale but in small numbers. There was a lot of legal wrangling and lawsuits. Trek bought Klein and later shut it down.
Merida of Taiwan was an early maker of bonded frames. I talked to an ex-Trek guy who told me about the prototype they ordered from Merida, then decided they could do that themselves. I have 2 Merida bonded bikes from the mid 1980s. I think Merida made the early Specialized carbon frame road bikes. The Trek 1000 series aluminum road bikes and the 2000 series 3 carbon tube main frame models were bonded. Raleigh USA Technium frames were bonded and most of those were a combo of aluminum main tubes and steel stays. You can glue steel to aluminum but you can't weld those metals together. All these frames used cast head tubes, seat lugs and bb shells that did not use mitered tube ends, the tubes were square cut and fit over internal nubs on the castings. Glued, then baked to set the glue. Once the production was going it only took a couple minutes to assemble a frame. It didn't take expert frame builders to make a lot in a hurry. Trek had a hydraulic jig that would squeeze everything in to place prior to baking the thermal set epoxy.
All welded aluminum frames require heat treating or annealing to remove the stresses caused by welding. Cannondale used sturdy steel jigs that held the head tube, bb, seat lug and rear end in alignment when annealing. But the main tubes would warp like crazy. We measured some that curved as much as 1/2". The shop I worked at had display racks where the bikes were 'backed in" to slots so anyone would see the curved down tubes. When you see them from the side you don't notice but when you sight down the tube, it was very obvious.
In the 1970s bike boom, there were a lot of diy products. Frostline kits for clothing, tents, bags, etc. The Hyper Cycle recumbent kit. Bikecology and Bike Nashbar catalogs sold components so you could assemble your won bike. Proteus sold a frame build kit that surely got a few hundred custom frame builders their start. There were a couple of mail order catalogs just for frame builders. Aluminum bikes had been around since the 1930s. Welding aluminum frames got started in the 1970s by an unknown number of diyers as school projects or just on their own. There is a massive gap between making one and going into production that most makers/inventors never overcome.
letsbike
Well-Known Member
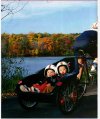
My first Cannondale was a 1984 Bugger III Trailer (seen in my avatar picture). At $225 it was 25% of a months pay at my first full time job and quite a capital outlay. What finally did that trailer in was the plastic piece that went around the seat post. It just degraded over time and broke into pieces, despite being stored in a climate controlled basement. By that time no replacement parts were available. On the attached photos I first have a picture of a 1973 Bugger, then a 1984 like mine, then a catalog photo from 1983. I agree with Rick, today's trailers are so much better. I pulled my kids on a metric century in the Bugger, it was like dragging a parachute.
Attachments
-
 Screenshot_20231129-190244_Drive.jpg389.7 KB · Views: 216
Screenshot_20231129-190244_Drive.jpg389.7 KB · Views: 216 -
 Screenshot_20231129-190649_Drive.jpg426.2 KB · Views: 235
Screenshot_20231129-190649_Drive.jpg426.2 KB · Views: 235 -
 Screenshot_20231129-190658_Drive.jpg534.9 KB · Views: 215
Screenshot_20231129-190658_Drive.jpg534.9 KB · Views: 215 -
 Screenshot_20231129-191711_Gallery.jpg353.2 KB · Views: 243
Screenshot_20231129-191711_Gallery.jpg353.2 KB · Views: 243 -
 Screenshot_20231129-195233_Chrome.jpg138 KB · Views: 217
Screenshot_20231129-195233_Chrome.jpg138 KB · Views: 217 -
 Screenshot_20240702-074511_Drive.jpg29.5 KB · Views: 167
Screenshot_20240702-074511_Drive.jpg29.5 KB · Views: 167
Last edited:
Thanks for posting the photos. I'd never seen the original version before.
letsbike
Well-Known Member
A quick internet search turned up these Buggers today. If you can find one in your area they'd be a cool, and cheap, addition to a Cannondale collection.



